
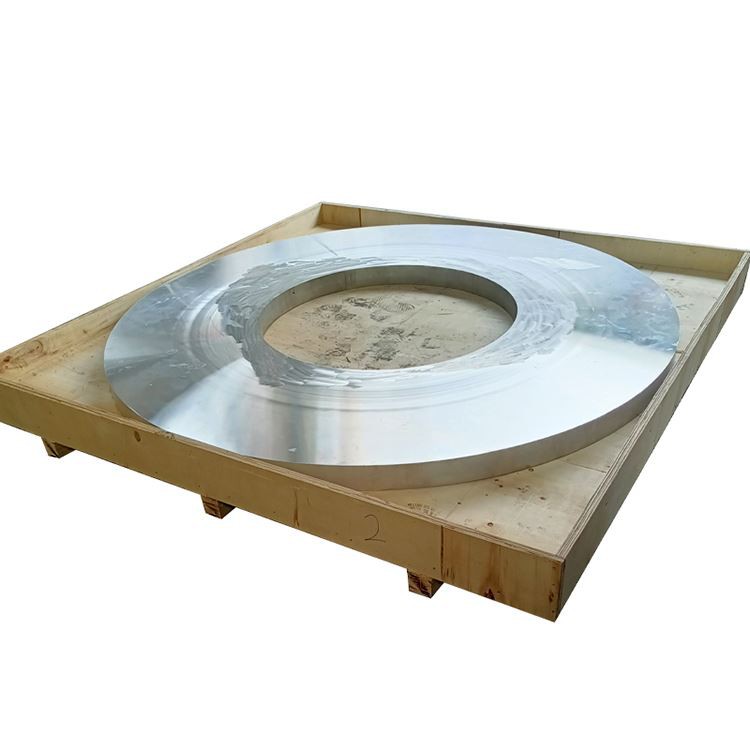



Liels diametra biezs sienu alumīnija kaltais gredzens
The large-diameter thick walled aluminum alloy forging ring, as a key component in high-tech fields such as aerospace, national defense, and military industry, has excellent characteristics such as high strength, lightweight, corrosion resistance, and ease of processing. It adopts advanced forging technology and is precision manufactured through multiple processes, which can meet various complex and demanding application requirements.
Produktu apraksts
1. Materiālu pārskats un ražošanas process
Liela diametra bieza siena alumīnija kalti gredzeni ir ārkārtīgi svarīgi strukturālie komponenti mūsdienu augstākās klases nozarēs, kuras plaši izmanto liela mēroga aprīkojumā un sistēmās, kurām ir nepieciešams visaugstākais slodzes spējas līmenis, noguruma pretestība, izturība pret lūzumu, dimensiju stabilitāti un vieglu . salīdzinājumā ar parasto aluminuma līdzvērtīgajiem rādītājiem, kas ir raksturīgi ", kas ir" biezs ", kas ir" biezs "", kas ir "biezs" "," "," "," "", "" "," "", "" "," "", "" "," "", "" "," "pozitīvu" "" "," "" pozīciju "" " Uzstādiet augstākas un sarežģītākas prasības materiālu atlasei, kausēšanai un liešanai, kalšanas procesiem un termiskās apstrādes kontrolei, nodrošinot, ka to iekšējā struktūra ir vienmērīga, blīva, bez defektiem un spēj saglabāt izcilas vispārējās mehāniskās īpašības pat biezās daļās .
Parastās alumīnija sakausējuma pakāpes: Liela diametra biezu sienu kalnu gredzeniem ir īpašas prasības pēc sakausējuma sacietēšanas un jutīguma pret biezuma efektiem .
Īpaši augstas izturības sakausējumi (E . G ., 7050, 7075, 7049, 2024): Šie sakausējumi saglabā augstu izturību un labu izturību pat biezās daļās, un 7050 un 7049 ir īpaši labvēlīgi par to izcilajām caurlaidības īpašībām un stresa korozijas pretestību, ko galvenokārt izmanto kosmosā, aizsardzībā un augstspiediena aprīkojumā .}
Augsta korozijas izturīgie/kriogēnie sakausējumi (E . G ., 5083, 5A06): Jūras inženierijā, kriogēnās uzglabāšanas tvertnēs un lielos spiediena tvertnēs šie sakausējumi tiek doti priekšroka to izcilo izturību pret koroziju, kriogēno izturību un metināmību .
Vispārīgi augstas stiprības sakausējumi (E . G ., 6061, 6082): Izmanto vispārējām rūpniecības struktūrām, kurām nepieciešama salīdzinoši augsta izturība, vienlaikus līdzsvarojot labu tehniku un izmaksas .
Premium kalšanas process lieliem diametra biezu sienu gredzeniem: Liela diametra biezu sienu alumīnija kalumu gredzenu ražošana ir viens no vissarežģītākajiem uzdevumiem alumīnija kalšanā . Procesa kontroles sarežģītība slēpjas, lai nodrošinātupamata kvalitāteunīpašību vienveidībaBiezu sekciju kalnos:
Izkausēt un iepludināt preparātu:
Lai nodrošinātu precīzu kompozīciju un ārkārtīgi zemu piemaisījumu līmeni ., tiek izvēlēti augstākās tīrības primārais alumīnijs un leģējošie elementi .
Vismodernākās kausēšanas, pilnveidošanas, filtrēšanas, degazēšanas (e . g {., SNIF, vakuuma degazēšana), un elektromagnētiskās maisīšanas tehnoloģijas tiek izmantotas, lai sasniegtu īpaši augstu tīrību un zemu ūdeņraža saturu, kas ir kausēts, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir}, lai iegūtu, lai iegūtu, lai iegūtu, lai iegūtu, lai iegūtu, lai iegūtu, lai iegūtu, lai iegūtu noslēguma vai porciju, lai iegūtu, {4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir 4, kas ir}.
Īpaši lielais diametrs un svara lietņu veidošana tiek ražota, izmantojot lielas tiešās aizturēšanas (DC) liešanas sistēmas . Liešanas procesam ir nepieciešama precīza sacietēšanas ātrumu un dzesēšanas nosacījumu kontrole, lai iegūtu vienotu un smalku kā izturīgu struktūru, samazinot segregāciju .}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}.} .} {
Ingot homogenizācijas ārstēšana:
Milzu ingoti notiek ilgstoši (parasti desmitiem līdz simtiem stundu), daudzpakāpju, precīzi kontrolēta homogenizācijas atkvēlināšanas ārstēšana . Mērķis ir novērst smagu makrosegregāciju un rupju dendritisko struktūru, nodrošināt vienveidīgu difūziju, kas paredzēta, un uzlabo iepludinājumu, kas sekojošs lieliem mērogiem, kas samazina, samazina risku, kas seko sekojošam lielam mērogam. plaisāšana .
Sagatavošanas sagatavošana un pārbaude:
Litota virsma tiek veikta dziļa tīrīšana (smaga galvas āda vai malšana), lai rūpīgi noņemtu iespējamos virsmas defektus un virsmas segregāciju .
Pirms kalšanas laikā notiek 100% visaptveroša, augstas izšķirtspējas ultraskaņas pārbaude ., lai veiktu biezas sienas, pārbaudes prasības parasti atbilst visaugstākajiem aviācijas un kosmosa standartiem (E .} g ., AMS 2630 AA vai Sae 1924 līmenis A), iegūstot mikroskopu.
Priekšsildīšana: Ingot vai sagatavo informāciju vienmērīgi silda līdz precīzam kalšanas temperatūras diapazonam . Biezu sienu detaļām, laika uzkarsēšana ir ilgāka, lai pārliecinātos, ka serdes temperatūra sasniedz vienmērīgu stāvokli, novēršot pārmērīgas temperatūras atšķirības starp virsmu un kodolu, kas varētu izraisīt plaisāšanu.}
Kalšanas secība (galvenā uzmanība tiek pievērsta tam, lai caur biezumu deformācija un graudu plūsmas kontrole):
Liela aprīkojuma izmantošana: Smagās hidrauliskās preses, kas pārsniedz desmit tūkstošus tonnu (pat desmitiem tūkstošu tonnu) un īpaši lielas diametra gredzenu rullīšu mašīnas, ir neaizstājamas, lai masveida, biezām sagatavēm piemērotu pietiekamu deformācijas spēku, nodrošinot, ka serdenis arī pilnībā iziet plastmasas deformāciju .}}}..
Satraucošs un zīmēšana: Ingot iziet daudzvirzienu, vairākkārtējus un zīmēšanas operācijas hidrauliskajā presē . Tas ne tikai sadala kā izturīgu struktūru, bet arī nodrošina rūpīgu kodola kalšanu, novēršot iekšējo porainību un makrosegregāciju, kā arī veidojot provizorisku graudu plūsmu .
Pīrsings: Provizoriska gredzenveida struktūra tiek veidota, caurdurdama ar lieliem mirstiem un mandrels . Šis process vēl vairāk kompakto materiālu, uzlabo mikrostruktūru un sāk vadīt graudu plūsmu .
Gredzenu ripināšanas veidošanās (atslēgas process): Veiktā uz īpaši lielā diametra vertikālā gredzena rullīšu mašīnu {. gredzena ritēšana ir īpaši būtiska biezu sienu gredzeniem, jo tas gredzenveida sagatavošanai izmanto vienlaicīgu radiālo un aksiālo saspiešanu, nodrošinot, ka graudi visā sienas biezumā ir pietiekams deformācija un atteikšana un Apmēra stiprums, noguruma kalpošanas laiks un ar lūzumu izturību no biezu sienu gredzeniem . gredzena ritēšanas process parasti ietver vairākas caurlaides, lai nodrošinātu vienveidīgu deformāciju un novērstu centrālos defektus .
Minimālais samazināšanas koeficients: Biezu sienu kalumiem kopējai samazināšanas attiecībai parasti jābūt ievērojami augstākai nekā parastajiem kalumiem, nodrošinot pilnīgu kalšanas kalšanu, visu kā izturību struktūru novēršanu un optimizētas, izsmalcinātas graudu plūsmas veidošanos .
Termiski apstrāde:
Risinājumu ārstēšana un rūdīšana: Šķīduma apstrādes laikā ar biezu sienu kalumiem ir svarīgi nodrošināt vienmērīgu temperatūru visā posmā un pietiekams mērcēšanas laiks {. remdēšana ir lielākais izaicinājums, un tai ir vajadzīgas jaudīgas dzesēšanas iespējas (e .} g ., augsta līmeņa ūdens izvešana, kas ir polimēra, kas ir paredzēta, lai izveidotu bultu. Pirdejots ciets risinājums . Jebkurš nepietiekams vai nepietiekams slāpēšana nopietni ietekmēs galīgās mehāniskās īpašības .
Novecošanās ārstēšana: Vienpakāpes vai daudzpakāpju mākslīgā novecošanās tiek veikta atkarībā no sakausējuma pakāpes . 7xxx sērijas biezu sienu kalumiem, T73/T74 pārmērīgas lietošanas procedūras parasti tiek izmantotas, lai upurētu nelielu daudzumu izturības apmaiņā pret lielisku izturību pret stresa korozijas plaisāšanu (SCC) un Exfolation Corosion, vienlaikus uzturot augsto fracture curstness {{...
Atlikušā stresa mazināšana: Liela diametra biezā sienas atlikušie spriegumi pēc slāpēšanas ir ārkārtīgi augsti {. Stresa mazināšanas pasākumi, piemēram, stiepšanās (TXX51), saspiešana (TXX52) vai vibrācijas novecošanās, lai samazinātu apstrādes kropļojumu un uzlabotu SCC pretestību .
Apdare un pārbaude:
Pēc tam tiek veikta precīza apstrāde (aptuvenā, daļēji apdare), lai noņemtu virsmas atdzesēšanas sprieguma slāni un nodrošinātu izmēru precizitāti .
Visbeidzot, tiek veikta visstingrākā visaptverošā nesagraujošā pārbaude un mikrostrukturālā analīze, lai nodrošinātu, ka produkts pilnībā atbilst visaugstākajiem nozares standartiem un klientu veiktspējas prasībām .
2. Liela diametra bieza siena alumīnija kalumu gredzeni mehāniskās īpašības
Liela diametra bieza sienas alumīnija kalumu gredzenu mehāniskās īpašības ir to uzticamības . galvenie indikatori, pateicoties precīziem kalšanas un termiskās apstrādes procesiem, tie saglabā lieliskas vispārējās īpašības pat biezās daļās:
|
Īpašuma tips |
Veiktspējas apraksts |
Unikāla biezu sienu kalumu priekšrocība |
|
Augstas izturības saglabāšana |
Minimāla atšķirība starp serdes un virsmas izturību lielos sienas biezumos |
Laba piedošana, augsta slāpēšanas vienveidība, optimizēta caur biezuma efektu |
|
Lieliska izturība pret lūzumu |
Uztur augstas k1c vērtības pat biezās daļās, uzlabojot bojājuma toleranci |
Blīva mikrostruktūra, smalki graudi, precīzi kontrolēta nogulsņu sadalījums |
|
Augstāka noguruma veiktspēja |
Ilgstoša noguruma dzīve un zems noguruma plaisas augšanas ātrums |
Graudu plūsma ir ļoti izlīdzināta gar gredzena apkārtmēru, nav izredzētu defektu |
|
Augstas stresa korozijas plaisāšanas (SCC) pretestība |
Īpaši 7xxx sērijas T73/T74 tempi lieliski darbojas biezās sadaļās |
Precīza pārmērīga apstrāde, efektīvs stresa atvieglojums |
|
Ļoti kontrolēta anizotropija |
Optimālas apkārtmēra (tangenciālās) īpašības, nelielas un kontrolētas atšķirības radiālajās un aksiālajās īpašībās |
Daudzvirzienu kalšanas un gredzenu velmēšana nodrošina vienmērīgu graudu plūsmu visos virzienos |
|
Kriogēnā izturība |
5xxx sērija saglabā lielisku izturību ārkārtīgi zemā temperatūrā |
Piemērots kriogēnām šķidruma uzglabāšanas un transporta lietojumiem |
Tipisks veiktspējas diapazons (atkarībā no sakausējuma un temperamenta):
Ultimate stiepes izturība: 300 MPa - 600 MPA
Ražas stiprums (0,2%): 200 MPa - 550 MPA
Pagarinājums: 7% - 18%
Cietība: 80 Hb - 180 HB
Noguruma stiprums (5 × 10⁷ cikli): 100 MPa - 200 MPA
Stažība lūzums (K1C): 25 MPA√m - 45 MPA√m (pārāks līdz ar biezumu, salīdzinot ar salīdzināmām plāksnēm)
Īpašuma vienveidība:
Liela diametra biezu sienu kalumu iezīme ir to augstā īpašību vienveidība visā posmā (no virsmas līdz kodolam), pateicoties specializētiem kalšanas procesiem un dzēšanas kontroli {. Core-to-Surface cietības variācija parasti tiek kontrolēta 5 stundu laikā .}. robežās 5 stundu laikā . robežās . robežās.
Atlikušo spriegumu parasti samazina līdz minimumam, izmantojot TXX51/TXX52 apstrādi, lai nodrošinātu apstrādes stabilitāti un uzlabotu SCC pretestību .
3. mikrostrukturālā īpašība
Liela diametra bieza sienu alumīnija kalumu mikrostruktūra ir to izcilā veiktspējas pamataprēķins, īpašu uzsvaru liekot uz graudu un nogulsnes vienveidību un blīvumu biezās daļās .
Galvenās mikrostrukturālās funkcijas:
Pilnībā viltota graudu struktūra un graudu plūsma:
Pilnīga rupju kā izkārtotu graudu un dendritiskās segregācijas izvadīšana, veidojot smalku, vienādus un/vai iegarenus, vienveidīgus pārkristalizētus graudus gar deformācijas virzienu .
Grain Flow: During multi-directional forging and ring rolling, the metal grains are intensely stretched and form a continuous fibrous structure along the ring's geometry and primary stress directions. For thick-walled rings, this grain flow is optimized throughout the entire wall thickness, ensuring excellent circumferential strength, fatigue life, and fracture toughness, while effectively inhibiting crack propagation along grain robežas .
Dispersoids: Fine dispersoids formed by micro-alloying elements (e.g., Zr, Cr, Mn) effectively pin grain boundaries at high forging and heat treatment temperatures, inhibiting excessive grain growth and recrystallization, thereby maintaining a fine-grained microstructure.
Īpaši augsts blīvums un defektu novēršana:
The immense triaxial pressure applied during the forging process completely closes any internal defects that may arise during casting, such as micro-porosity, shrinkage cavities, and gas pores, achieving near-theoretical density internally and significantly improving material reliability.
Primārie starpmetāla savienojumi un piemaisījumu fāzes tiek efektīvi sadalītas un vienmērīgi izkliedētas, samazinot to kaitīgo efektu .
Vienots stiprināšanas fāžu (nogulsnes) sadalījums:
Precīza šķīduma apstrādes un novecošanās kontrole nodrošina vienmērīgu nostiprināšanas fāžu nokrišņus un izplatību (e . g ., mgzn₂ 7xxx sērijā, al₂cumg 2xxx sērijā) visā biezajā daļā, ieskaitot kodolu, tādējādi sasniedzot lielu mehānisko īpašību vienveidību visā komponenta šķērsgriezumā.
Grain boundary precipitate morphology and distribution are strictly controlled, especially in T73/T74 overaged tempers, where coarser and discontinuous grain boundary precipitates are formed, maximizing resistance to stress corrosion cracking and exfoliation corrosion.
Metalurģiskā tīrība:
Aviācijas un kosmosa kvalitātes kušanas un liešanas tehnoloģijas nodrošina ārkārtīgi zemu nemetālisku iekļaušanas saturu, atbilst visstingrākajām tīrības prasībām, kas ir būtiskas, lai uzlabotu izturību un noguruma kalpošanu .
4. Dimensijas specifikācijas un pielaides
Liela diametra bieza sienu alumīnija kalšanu gredzeni parasti ir ļoti lieli, kuriem ir nepieciešama specializēta īpaši liela aprīkojuma ražošanai un pārbaudei .
|
Parametrs |
Tipisks ražošanas diapazons |
Komerciāla tolerance (kā spēkā) |
Precizitātes tolerance (apstrādāta) |
Testa metode |
|
Ārējais diametrs |
1000 mm - 8000+ mm |
± 0,5% vai ± 10 mm (atkarībā no tā, kurš ir lielāks) |
± 0,1 mm līdz ± 0,8 mm |
CMM/lāzera skenēšana |
|
Iekšējais diametrs |
800 mm - 7900+ mm |
± 0,5% vai ± 10 mm (atkarībā no tā, kurš ir lielāks) |
± 0,1 mm līdz ± 0,8 mm |
CMM/lāzera skenēšana |
|
Sienas biezums |
100 mm - 1200+ mm |
± 3% vai ± 10 mm (atkarībā no tā, kurš ir lielāks) |
± 0,2 mm līdz ± 1,0 mm |
CMM/lāzera skenēšana |
|
Augstums |
100 mm - 1500+ mm |
± 3% vai ± 10 mm (atkarībā no tā, kurš ir lielāks) |
± 0,2 mm līdz ± 1,0 mm |
CMM/lāzera skenēšana |
|
Plakanums |
N/A |
0,5 mm/metra diametrs |
0,1 mm/metra diametrs |
Līdzenuma gabarīts/cmm |
|
Koncentritāte |
N/A |
0,5 mm |
0,1 mm |
Koncentrācijas mērītājs/cmm |
|
Virsmas nelīdzenums |
N/A |
Ra 12.5 - 25 μm |
Ra 1.6 - 6.3 μm |
Profilometrs |
Pielāgošanas spēja:
Kā augsti pielāgotus produktus, tos var izstrādāt un ražot pilnībā saskaņā ar klienta detalizētiem inženiertehniskajiem rasējumiem un veiktspējas prasībām, ieskaitot apļveida gredzenus, koniskus gredzenus un sarežģītus gredzenus ar atlokiem vai rievām .
Parasti tiek piedāvāts neapstrādātos vai daļēji apdarinātos mehāniskos apstākļos, lai nodrošinātu ērtības un precizitāti turpmākai klientu apstrādei un noņemtu virsmas sprieguma slāni .
5. Temperatūras apzīmējumi un termiskās apstrādes iespējas
Liela diametra bieza sienas alumīnija kalnu gredzenu siltuma apstrāde ir būtiska, lai sasniegtu to veiktspēju, ar stingrām specifikācijām dažādām sakausējuma pakāpēm un lietojumprogrammas prasībām .
|
Temperaments |
Procesa apraksts |
Piemērojams |
Galvenās īpašības |
|
O |
Pilnībā atkvēlināts, mīkstināts |
Visi alumīnija sakausējumi |
Maksimālā elastība, zemākā izturība, viegli aukstai darbam |
|
H112 |
Tikai saplacināts pēc kalšanas |
5xxx sērija |
Saglabā kaltu mikrostruktūru un atlikušo stresu, mērenu izturību, labu izturību pret koroziju |
|
H321/H116 |
Stabilizēts pēc kalšanas |
5xxx sērija |
Lieliska stresa korozija un izturība pret lobiem, lielāka izturība nekā H112 |
|
T6 |
Šķīduma termiski apstrādāts, pēc tam mākslīgi izturēts |
2xxx, 6xxx, 7xxx sērija |
Visaugstākā izturība, augsta cietība, bet augsta jutība pret SCC |
|
T73/T74 |
Šķīduma termiski apstrādāts, pēc tam pārmērīgs (divpakāpju vai daudzpakāpju) |
7xxx sērija (īpaši biezu sienu detaļas) |
Nedaudz zemāka stiprība nekā T6, bet lieliska stresa korozija un izturība pret lobiem, izturība ar augstu lūzumu |
|
T76 |
Šķīduma termiski apstrādāts, pēc tam īpaši izturēts |
7xxx sērija |
Labas vispārējās īpašības, augsta stresa izturība pret koroziju |
|
T79 |
Īpaša siltuma apstrāde 7xxx sakausējumiem |
7xxx sērija (augsta stiprība + augsta SCC pretestība) |
Augsta izturība un ārkārtīgi augsta stresa izturība pret koroziju (jaunizveidotais temperaments) |
Temperamenta atlases vadība:
Par biezu sienu kalumiem pievērsiet īpašu uzmanību:
7xxx sērija: T73, T74 un T79 temperatūras priekšroka tiek dota {. Šie mēreni, precīzi pārsniedzot, ievērojami pastiprina izturību pret stresa korozijas plaisāšanu (SCC) un pīlinga koroziju, saglabājot augstu izturību, un ekspozīcija, kas ir lieliska, nav ieteicama bieza sadaļa . T6. lietojumprogrammas .
5xxx sērija: H116 un H321 temperatūra ir optimāla izvēle . Tie nodrošina augstu izturību pret koroziju ar labu izturību un izturību, izmantojot celma sacietēšanu un stabilizācijas ārstēšanu, īpaši piemērota jūras un kriogēnai videi .}}}}}}}}}}}}}}}}
Atlikušā stresa mazināšana: Visiem biezo sienu kalumiem stresa mazināšanas procedūras, piemēram, stiepšanās (TXX51) vai kompresija (TXX52), parasti tiek izmantotas, lai ievērojami samazinātu atlikušā stresa slāpēšanu, samazinātu sekojošo apstrādes kropļojumu un uzlabotu SCC pretestību .}
6. apstrādes un izgatavošanas raksturlielumi
Liela diametra bieza sienu alumīnija kalnu gredzenu apstrāde ir izaicinošs process, kas prasa ārkārtīgi lielas un augstas rigiditātes darbgaldus, kā arī apstrādes stratēģijas, kas pielāgotas to lieluma un stresa īpašībām .
|
Darbība |
Instrumentu materiāls |
Ieteicamais parametru diapazons |
Komentāri |
|
Pagrieziens |
Karbīds, PCD |
Augsts griešanas ātrums vc =100-400 m/min, padeve f =0.1-0.8 mm/rev |
Lielas virpas, lieljaudas vārpsta, laba vibrācijas slāpēšana, bagātīgs dzesēšanas šķidrums |
|
Frizēšana |
Karbīds, HSS |
Augsts griešanas ātrums vc =150-600 m/min, padeve uz zobu fz =0.08-0.5 mm |
Lielas portālas dzirnavas/5- ass mašīnas, liels griezuma dziļums, augsta padeve, efektīva mikroshēmu evakuācija |
|
Urbšana |
Karbīds, pārklāts ar DLC |
Vidēja griešanas ātrums vc =40-100 m/min, padeve f =0.05-0.2 mm/rev |
Caur dzesēšanas treniņiem, dziļa caurumu urbšanai nepieciešami vairāki pecking cikli, izvairieties no mikroshēmas aizsērēšanas |
|
Metināšana |
MiG/TIG/FSW |
Pildījuma vads un ekranēšana, kas izvēlēta, pamatojoties uz sakausējuma pakāpi |
5xxx/6xxx sērijas ir metināmas; 2xxx/7xxx sērijai ir slikta parastā saplūšanas metināmība, apsveriet FSW vai mehānisko savienojumu |
|
Aukstā darbība |
O temperaments |
Laba elastība, ļauj veikt lielus deformācijas procesus |
T/h temperiem ir zemāka elastība, lielas deformācijas aukstums, kas nav ieteicams |
Ražošanas vadība:
Augstas jaudas un augstas stingrības darbgaldi: Liela diametra biezu sienu dungumu apstrādei nepieciešama ārkārtīgi liela vārpstas jauda un stingra darbgaldu struktūra, lai izturētu ievērojamus griešanas spēkus un vibrācijas .
Atlikušās stresa pārvaldība: Sakarā ar augstu slāpējošo atlikušo spriegumu dēļ biezu sienu kalnos, tādās stratēģijās kā vairāku caurlaide, simetriska apstrāde, griešanas spēku līdzsvarošana un potenciāli daudzpakāpju stresa mazināšanas termiskās apstrādes laikā jāpieņem raupja apstrādes laikā .}}}}}}}}}}}.
Instrumenti un dzesēšana: Izmantojiet asu un nodilumizturīgu karbīdu vai PCD rīkus, apvienojot ar augstu plūsmu, augsta spiediena dzesēšanas šķidrumu, lai efektīvi evakuētu mikroshēmas, samazinātu griešanas zonas temperatūru un pagarinātu instrumenta kalpošanas laiku .
Apstrādes kropļojumu kontrole: Precīza apstrādes ceļa plānošana, saprātīgi griešanas parametri un efektīvas skavas shēmas ir ļoti svarīgas, lai kontrolētu apstrādes kropļojumus .
Virsmas kvalitāte: Augstu precizitāti un zemu raupjuma virsmas var sasniegt, apdarot, samazinot vajadzību pēc sekojošas slīpēšanas un pulēšanas .
7. Korozijas pretestības un aizsardzības sistēmas
Liela diametra biezu sienu alumīnija kalnu gredzenu pielietošana prasīgā vidē rada augstākas prasības to korozijas pretestībai, it īpaši attiecībā uz iekšējo korozijas izturēšanos biezās sekcijās .
|
Korozijas tips |
Tipiska veiktspēja |
Korozijas veida bažas un aizsardzība |
|
Atmosfēras korozija |
Labs |
Virsmas apstrāde, tīra apkope |
|
Jūras ūdens korozija |
5xxx sērijas izcila, citām sērijām ir nepieciešama aizsardzība |
Anodēšana, augstas veiktspējas pārklājumi, katodiskā aizsardzība, galvaniskā izolācija |
|
Stresa korozijas plaisāšana (SCC) |
2xxx/7xxx T6 jutīgs, T73/T74/T79 Lielisks |
Sakausējuma/temperamenta atlase (T7X), stresa mazināšana, virsmas apstrāde |
|
Pīlinga korozija |
2xxx/7xxx T6 jutīgs, T73/T74/T79 Lielisks |
Sakausējuma/temperamenta atlase (T7X), graudu plūsmas kontrole, virsmas apstrāde |
|
Starpgranulārā korozija |
Var notikt ar nepareizu termiskās apstrādes vai sensibilizāciju |
Termiskās apstrādes kontrole, kompozīcijas kontrole |
|
Korozija |
Var rasties hlorīdu saturošos plašsaziņas līdzekļos |
Virsmas apstrāde, tīra apkope |
Aizsardzības sistēmas:
Sakausējuma un temperamenta atlase: Atlasiet sakausējuma pakāpes un termiskās apstrādes temperatūras, kas optimizētas īpašai korozīvai videi no projektēšanas posma, e . g ., 5xxx sērija H116/H321 jūras videi vai 7xxx sērija T73/T74/T79, lai iegūtu augstu stiprību ar augstu SCC/Exfola pretestību .}}}}}}}}}}}}}}}}}}}} and ompouny:
Virsmas apstrāde:
Anodējošs: Liela diametra biezu sienu gredzeniem parasti tiek piemērota II tipa (sēra) vai III tipa (cieta) anodēšana, nodrošinot biezu, nodilumu izturīgu un ļoti koroziju izturīgu oksīda plēvi .
Ķīmiskie pārveidošanas pārklājumi: Pasniedziet kā izcili grunti krāsas vai līmēm, nodrošinot pamata korozijas aizsardzību un adhēziju .
Augstas veiktspējas gleznošanas/pārklāšanas sistēmas: Daudzslāņu epoksīda gruntējums + poliuretāna virskārtas sistēmas tiek izmantotas vissmagākajām jūras, rūpnieciskās un militārās vides . īpašiem pārklājumiem (e . g ., keramikas pārklājumi) var izmantot specifiskām funkcijām .}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}}} .) var izmantot ., keramikas pārklājumi) {.) var izmantot {., keramiskie pārklājumi) {.).
Projektēšana un būvniecība: Izvairieties no ūdens slazdiem, plaisām un galvaniskās korozijas, ko izraisa saskare ar atšķirīgiem metāliem; Ja nepieciešams, lietojiet izolācijas izolāciju vai katodisko aizsardzību .
8. Inženierzinātņu dizaina fiziskās īpašības
Liela diametra biezu sienu alumīnija kalumu fizikālās īpašības ir kritiskas, lai projektētu lielas struktūras .
|
Īpašums |
Tipiska vērtība |
Projektēšanas apsvērumi |
|
Blīvums |
2.66 - 2.85 g/cm³ |
Ārkārtējs viegls dizains, smaguma centra un konstrukcijas slodzes optimizācija |
|
Kušanas diapazons |
500 - 650 grāds |
Siltuma apstrāde un īpašā metināšana (E . G ., FSW) parametru vadība |
|
Siltumvadītspēja |
110 - 200 W/m·K |
Siltuma pārvaldība, pielietojums siltuma izkliedes vai izolācijas komponentos |
|
Elektriskā vadītspēja |
30 - 55% IACS |
Elektriskā vadītspēja vai ekranēšanas prasības elektriskajā aprīkojumā |
|
Īpašs karstums |
860 - 900 J/kg · K |
Termiskā inerce, termiskā šoka reakcijas aprēķins |
|
Termiskā izplešanās (CTE) |
22 - 24 ×10⁻⁶/K |
Temperatūras izraisītas izmēru izmaiņas lielos komponentos, materiāla atlases koordinācija |
|
Younga modulis |
70 - 75 GPA |
Strukturālā stingrība, deformācija un vibrācijas analīze |
|
Puasona attiecība |
0.33 |
Strukturālās analīzes parametrs |
|
Slāpēšanas spēja |
Mērens zems |
Vibrācijai un trokšņa kontrolei nepieciešama integrācija ar strukturālo dizainu |
Dizaina apsvērumi:
Ārkārtēja viegla un strukturālā efektivitāte: Zema alumīnija sakausējumu blīvuma izmantošana un augstas kalnu stiprums, lai panāktu maksimālu svara samazināšanos lielā diametra biezās sienas struktūrās, kas ir kritiski svarīga, lai uzlabotu aviācijas un kosmosa transportlīdzekļu veiktspēju, ātrgaitas kuģus un dzelzceļa transportu .} veiktspēju}
Slodzes pārnešana un stresa koncentrācija: Optimizēta graudu plūsma un blīva mikrostruktūra, ko nodrošina kalšana, veicina efektīvāku slodzes pārnesi, samazinātu stresa koncentrāciju un uzlabotu noguruma kalpošanas laiku .
Bojājumu tolerances dizains: Augsta lūzuma izturība ļauj komponentiem izturēt dizaina slodzes pat ar nelieliem defektiem, palielinot strukturālās drošības malu .
Sarežģīta vides pielāgošanās spēja: Vispiemērotākā sakausējuma un termiskās apstrādes temperamenta izvēle, pamatojoties uz tādiem faktoriem kā kodīga vide, temperatūras diapazons, vibrācija un trieciena slodzes .
Apstrāde un montāžas saskarnes: Nepieciešama precīza apstrādes un stingra tolerances kontrole, lai nodrošinātu perfektu piemērotību ar blakus esošajiem komponentiem .
9. kvalitātes nodrošināšana un pārbaude
Kvalitātes nodrošināšana un liela diametra biezā sienas alumīnija kalumu gredzenu pārbaude ir viskritiskākie soļi pirms piegādes, īpaši uzsverot iekšējās kvalitātes nesagraujošu pārbaudi .
Standarta pārbaudes procedūras:
Izejviela Pilna dzīves cikla izsekojamība: No lietošanas līdz galaproduktam visas ražošanas partijas, procesa parametri un testa rezultāti ir izsekojami .
Ķīmiskās sastāva analīze: Optiskās emisijas spektrometrijas, rentgenstaru fluorescences analīzes utt. . izmantošana, lai nodrošinātu, ka visi galvenie elementi un piemaisījumu saturs atbilst standartiem, ar īpaši stingru tolerances kontroli galvenajiem elementiem (e . g ., zn, mg, cu, zr) .}}}}}, zn, mg, cu, zr).}}}}}}}}}}}}}} kontroli:
Izkausēt un ievietot kvalitātes kontroli: Tiešsaistes ūdeņraža satura noteikšana, iekļaušanas novērtējums (ar tādām metodēm kā 1920./1940. Gads vai DDA-P9TF40), lietņu makroosregācijas pārbaude, graudu lieluma novērtēšana .
Kalšanas procesa uzraudzība: Kalšanas temperatūras, spiediena, deformācijas daudzuma un deformācijas ātruma reālā laika reģistrēšana un uzraudzība, lai nodrošinātu rūpīgu kalšanu .
Termiskās apstrādes procesa uzraudzība: Krāsns temperatūras vienveidība (parasti atbilst AMS 2750E 1. vai 2. klasei), risinot temperatūru un laiku, slāpēšanas ātrumu, novecošanās līkni utt.
Izmēra un ģeometriskās precizitātes pārbaude: Visaptveroša ārējā un iekšējā diametra pārbaude, sienas biezums, augstums, plakanums, koncentritāte, apaļums un visas citas kritiskās izmēras un ģeometriskās tolerances, izmantojot īpaši lielas, augstas precizitātes koordinātu mērīšanas mašīnas (CMMS) vai lāzera skenēšanas sistēmas .
Mehāniskās īpašības pārbaude:
Paraugu ņemšana: For thick-walled forgings, sample location and quantity are critical. Samples typically need to be taken from the inner, middle, and outer diameters of the ring, and at different heights/wall thickness depths, and tested in multi-directions (radial, circumferential/tangential, and axial) to comprehensively evaluate property uniformity and anisotropy.
Testi: Galīgā stiepes izturība, ražas stiprums, pagarināšana, laukuma samazināšana, cietība, izturība izturība, noguruma stiprums, noguruma plaisas augšanas ātrums (DA/DN), izturība pret lūzumu (K1c) .
Īpašie testi: Stresa korozijas plaisāšanas (SCC) testi (e . g ., C-gredzens, SSRT, ielādēti staru testi, īpaši 7xxx sērijai T73/T74/T79), izlobīšanas korozijai (ekso, ASTM G34) .}}}}}}}}}}}}}}} STURNE ŽURNĀRS
Nemierinoša pārbaude (NDT):
Ultraskaņas pārbaude: 100% pilna sējuma, daudz leņķa, augsta jutības ultraskaņas pārbaude visa gredzena {. biezu sienu detaļām, šī ir viskritiskākā metode, lai noteiktu minūtes iekšēju ieslēgumu, porainību, plaisas, graudu robežas defektus un starpgrupu koroziju, kas prasa atbilstību visaugstākajiem aviosabiedrībām, graudu standartu standartu standartu standartu standartu standartu standartu atbilstībai, kas prasa atbilstību visaugstākajiem aviācijas standartiem standartu standartu standartu standartu standartveida standartu atbilstībai, nepieciešama atbilstība augstākajiem aviācijas standartiem standartu standartu standartu standartveida standartveida standartu atbilstībai. (e . g ., AMS 2630 AA klase) .
Iespiešanās pārbaude: Atklāj virsmas pārtraukumus uz visām apstrādātajām virsmām .
Eddy Current Testing: Nosakiet virsmas un gandrīz virsmas defektus, piemēram, mikro-plaukstas un cietības nevienmērību .
Radiogrāfiskā pārbaude (pēc izvēles): Iekšējo defektu atkārtotu pārraudzību īpašās kritiskās zonas vai papildu verifikācija .
Mikrostruktūras analīze: Metalogrāfiskā pārbaude, lai novērtētu graudu lielumu, graudu plūsmas nepārtrauktību, pārkristalizācijas pakāpi, izgulsnētu morfoloģiju un sadalījumu, graudu robežas struktūru, defektu veidus un izmērus utt. ., lai nodrošinātu atbilstību metalurģiskajiem standartiem {.}
Virsmas raupjuma mērīšana.
Standarti un sertifikāti:
Atbilst visstingrākajiem starptautiskajiem un nozares standartiem, piemēram, AMS (kosmiskās aviācijas materiālu specifikācijas), ASTM B247, ISO, EN, GB/T utt. .
Kvalitātes vadības sistēmas sertifikāti: ISO 9001, AS9100 (kosmosa), NADCAP (īpašie procesi, piemēram, termiskā apstrāde, NDT) .
Visaptveroši EN 10204 TYPE 3 . 1 vai 3.2. Tiek sniegti materiālu testa pārskati, un pēc klienta pieprasījuma var sakārtot trešo personu neatkarīgo sertifikātu.
10. lietojumprogrammas un dizaina apsvērumi
Liela diametra bieza sienu alumīnija kalti gredzeni ir vēlamais materiāls ekstrēmos un kritiskos lietojumprogrammās, pateicoties to nepārspējošajai visaptverošajai veiktspējai un uzticamībai .
Primārās uzklāšanas zonas:
Aviogi:
Gaisa kuģu motora apvalki: Piemēram, ventilatora gadījumi, kompresora gadījumi, turbīnu gadījumi, augstas temperatūras, ātrgaitas rotācija un augstspiediena .
Lieli nosēšanās zobratu strukturālie gredzeni: Pakļauts masveida triecienam un noguruma slodzēm .
Raķešu un raķešu konstrukcijas: Interstage savienojošie gredzeni, motora vilces rāmji, norādes gredzeni, prasot galīgo izturību un vieglu .
Kosmosa stacija un satelīta kritiskās struktūras: Slodzes gredzeni, dokstacijas mehānisma gredzeni .
Enerģētikas nozare:
Atomelektrostacijas pamatkomponenti: Ierobežošanas savienojošie gredzeni, spiediena tvertnes galvenie atloki, kuriem nepieciešama ārkārtīgi augsta uzticamība un korozijas pretestība .
Vēja turbīnas galvenās vārpstas atloki un tornis, kas savieno gredzenus: Pakļauti milzīgām vēja slodzēm un noguruma slodzēm .
Lieli spiediena tvertnes un uzglabāšanas tvertnes atloki: Ķīmiskai, naftas ķīmiskai, SDG (liķiera dabasgāzes) uzglabāšanai un transportēšanai, kurai nepieciešama augstspiediena spēja un kriogēnā izturība .
Ultra-augsta spiediena ūdeņraža degvielas tvertnes gredzeni: Īpaši prasīgas prasības ūdeņraža apkarošanas pretestībai un noguruma kalpošanai .
Jūras inženierija:
Dziļūdens zemūdens spiediena korpuss, kas savieno gredzenus: Pakļauts ārkārtīgi augsts ārējais ūdens spiediens .
Kritiski atbalsta gredzeni ārzonu urbšanas platformām: Nepieciešama lieliska jūras ūdens korozijas pretestība un slodzes spēja .
Lieli kuģu konstrukcijas gredzeni: Piemēram, gaisa kuģu pārvadātāju aresta pārnesumu konstrukcijas, gaisa kuģu pārvadātāja nosēšanās pārnesumu komponenti .
Militārpersona:
Lieli artilērijas pistoles stiprinājumi un tornīšu sacīkstes: Izturīga masīva atsitiena un trieciena .
Kritiski slodzes gredzeni smagiem bruņutehnikiem.
Raķešu palaišanas cauruļu gredzeni.
Augstākās klases smagās mašīnas:
Lielas nesošās sacīkstes: Piemēram, tuneļa urbšanas mašīnas galvenie gultņi .
Lielas pārnesumu sagataves, gredzenu pārnesumi.
Projektēšanas priekšrocības:
Galīgā spēka un svara attiecība: Tērauda izturības prasību izpildīšana vai pat pārsniegšana, vienlaikus sasniedzot ievērojamu svara samazināšanu, kas ir būtiska, lai uzlabotu transporta efektivitāti un samazinātu enerģijas patēriņu .
Nepārspējama uzticamība un drošība: Kalšanas process pilnībā novērš liešanas defektus, apvienojumā ar stingru kvalitātes kontroli un NDT, nodrošinot komponentu ilgtermiņa drošību zem vissmagākajām slodzēm un vidēm .
Lieliska bojājumu tolerance: Augsta lūzuma izturība un izturība pret noguruma plaisu izplatīšanos ļauj komponentiem droši darboties uz laiku pat ar nelieliem defektiem, nodrošinot vērtīgas drošības robežas .
Augstāka vides pielāgošanās spēja: It īpaši sakausējumi, kas optimizēti kriogēniem (e . g ., lng) un ļoti korozīva (piemēram, {., jūras
Izmēra stabilitāte: Izmantojot atlikušo stresa mazināšanu, nodrošina lielu gredzenu augstas dimensijas precizitāti precīza apstrādes un ilgtermiņa servisa laikā .
Dizaina ierobežojumi un izaicinājumi:
Īpaši augstas izmaksas: Nepieciešama milzu kalšanas iekārta, sarežģīta procesa vadība, dārgas izejvielas un stingra kvalitātes pārbaude, kas izraisa ievērojami augstākas sākotnējās izmaksas nekā citi materiāli un ražošanas procesi .
Ilgs ražošanas cikls: Sarežģīti kalšanas un termiskās apstrādes procesi, kā arī ilgstošas pārbaudes procedūras noved pie pagarinātiem ražošanas cikliem .
Apstrādes grūtības: Augstas stiprības sakausējumiem ir augsti griešanas spēki, un tie ir pakļauti atlikušajiem spriegumiem, kas prasa ārkārtīgi augstas prasības darbgaldu jaudai, stingrībai un apstrādes stratēģijām .
Metināmība: Lielākajai daļai īpaši augstas izturības alumīnija sakausējumus (īpaši 7xxx sērijas) ir slikta parastā saplūšanas metināmība, ierobežojot savienošanas metodes; Mehāniskā savienojuma vai cietā stāvokļa savienošanas paņēmieni (e . g ., FSW) bieži ir nepieciešami .
Augstas temperatūras veiktspēja: Alumīnija sakausējumi parasti labi neiztur augstas temperatūras; Ilgtermiņa darbības temperatūra ir ierobežota ar zemāk par 120-150 pakāpi, virs kuras mehāniskās īpašības ievērojami pasliktinās .
Ekonomikas un ilgtspējības apsvērumi:
Kopējā dzīves cikla vērtība: Neskatoties uz lieliem sākotnējiem ieguldījumiem, to īpaši augstā veiktspēja, ārkārtīgi ilgs kalpošanas laiks un svara samazināšana, kas izraisa darbības izmaksu ietaupījumus kritiskos lietojumos, nodrošina ievērojamas ekonomiskās priekšrocības salīdzinājumā ar visu produkta dzīves ciklu .
Resursu efektivitāte: Kalšana kā gandrīz tīkla formas process efektīvi samazina izejvielu atkritumus; Alumīnija augstā pārstrādājamība arī atbilst apļveida ekonomikas principiem .
Vides ieguvumi: Viegls produkts tieši noved pie samazināta enerģijas patēriņa un oglekļa emisijas, pozitīvi veicinot vides aizsardzību .
Populāri tagi: Liels diametra biezs sienu alumīnija kaltais gredzens, Ķīna liela diametra bieza sienu alumīnija kaltu gredzenu ražotāji, piegādātāji, rūpnīca






Nosūtīt pieprasījumu